Ремонт коленчатых валов тяжелых мотоциклов
Ответы на вопросы, связанные с ремонтом коленвалов
Одним из самых сложных и дорогих узлов двухцилиндровых четырехтактных двигателей, которыми снабжены отечественные тяжелые мотоциклы, является коленчатый вал. Отдельные его детали поступают в продажу в качестве запасных частей» и поэтому многие владельцы этих машин интересуются вопросами, связанными с ремонтом вала.
Ответить на них редакция попросила инженера киевского мотоциклетного завода Ф. ШИПОТУ.
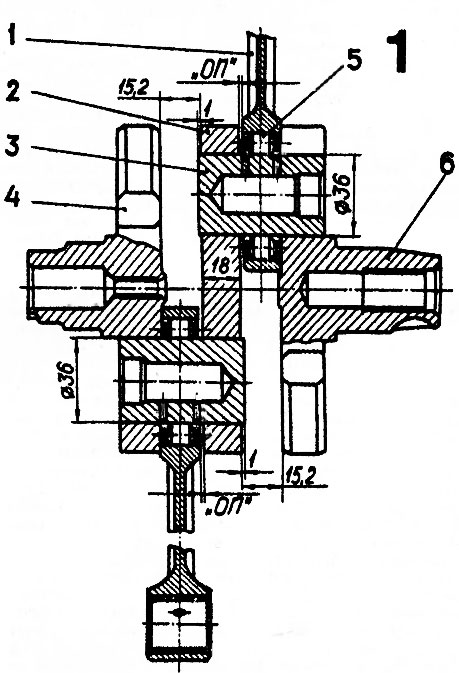
Рис. 1. Коленчатый вал двигатели К—750М: 1 — шатун; 2 — щека кривошипа; 3 — палец; 4 — передним цапфа; 5 — роликовый подшипник; 6 — задняя цапфа.
Коленчатые валы у моторов ирбитского и киевского заводов составные (рис. 1), кроме типа МТ мотоциклов «Днепр», где они изготовлены из цельной отливки. В процессе эксплуатации, как правило, первыми изнашиваются шатунные или коренные подшипники, из-за чего появляется люфт в нижней головке шатуна или нарушается посадка коленчатого вала в картере. Это вызывает стуки в нижней части двигателя. Чтобы определить зазоры в соединениях, снимают цилиндры и, взявшись рукой за шатун, пробуют перемещать его строго перпендикулярно оси вала. Бели движение детали ощущается с трудом, значит состояние подшипника удовлетворительное, а если шатун обнаруживает видимое перемещение, да еще сопровождаемое стуками, надо менять или ремонтировать вал.
Для определения люфта коренных подшипников пробуют перемещать вал шатунами, прилагая к ним значительно больше усилия, потому что сдвинуть тяжелый вал нелегко. Замена шатунных подшипников в отличие от коренных связана с разборкой вала. Перед разборкой (распрессовкой) вала на среднюю щеку н цапфы наносят при помощи линейки и чертилки риски, чтобы, совмещая их, облегчить последующую сборку.
Разбирают вал при помощи пресса или приспособления, как показано на рис. 2. Детали тщательно осматривают. Если на рабочих поверхностях роликов, кривошипного пальца и нижней головки шатуна есть углубления или заметна граненость — детали заменяют.
Рис. 2. Разборка вала: а - при помощи првсса; б — при помощи приспособления.
Усилия при распрессовке могут достигать значительных величии, поэтому во избежание травм работу надо выполнять осторожно.
Перед сборкой шатуны, кривошипные пальцы и ролики подбирают согласно приводимой здесь таблице — это обеспечивает необходимый характер соединений.
Шатуны замаркированы краской на нижней части стержня, пальцы — на стенке отверстия. Ролики, рассортированные по группам, уложены в отдельные пачки (ящики). Подшипник, собранный на заводе с сепаратором, имеет номер 822907.
У правильно скомплектованных и собранных шатунных подшипников при всех сочетаниях деталей, указанных в таблице, зазор должен быть в пределах 0,01—0,024 мм. При подборе новых шатунов и пальцев надо выполнить еще одно условие — они должны иметь одинаковую массу в правой и левом цилиндрах.
Собирать коленчатый вал рекомендуется в следующем порядке.
Нагреть среднюю щеку кривошипа до температуры 360—400° С и запрессовать в нее пальцы «глухими» концами.
Надеть на палец подобранный шатун с сепаратором и роликами и несколько раз повернуть его. При нормальном зазоре шатун должен поворачиваться легко, без заеданий. Если он поворачивается с трудом, подшипник надо перекомплектовать.
Ориентируясь по рискам, нанесенным при разборке кривошипа, поочередно напрессовать на свободные концы пальцев переднюю и заднюю цапфы, обеспечивая при этом осевое перемещение («ОП») шатуна между щеками в пределах 0,045—0,140 мм у киевских двигателей и 0,05—0,34 мм у ирбитских (см. рис. 1).
Установить коленчатый вал в специальные центры или центры токарного станка н посредством индикатора определить взаимное биение коренных шеек в соответствии с тем, как показано на рис. 3. Оно не должно превышать. 0,03 мм. Если это условие не выдержано, необходима правка коленчатого вала. Это делают легкими ударами медного молотка по соответствующим сторонам цапф. "Стрелки обоих индикаторов должны показывать отклонения в одинаковом направлении, то есть плюсовые или минусовые.
Рис. 3. Центрирование цапф: а, б, в — варианты несоосности.
Править вал в центрах при помощи молотка не допускается. Для правки вала зажимают в тисках одну щеку.
Если стрелки индикаторов показывают одинаковое, минусовое отклонение (см. рис. 3, а), превышающее допустимую величину» вал надо править, ударяя медным молотком в направлении, показанном стрелками. При плюсовом отклонении необходимо раздвигать цапфы (рис. 3, б). Если стрелки индикаторов показывают разные величины (рис. 3, в), следует определить наиболее высокую точку на коренной шейке коленчатого вала (в данном случае на левой) и, зажав среднюю щеку в тиски, несильно ударить по левой цапфе.
Далее проверяют разворот кривошипа, также в центрах. Для этого шатуны складывают треугольником и в их верхние головки вставляют поршневой палец, соответствующий цветовому индексу отверстий. Замеры проводят при двух положениях кривошипа, как показано на рис. 4. Разница показаний индикатора не должна превышать 0,6 мм.
В случае, если стрелка индикатора при одном из положений коленчатого вала показывает отклонение, превышающее допустимую величину (0,5 мм), следует ударять по противовесам обеих цапф с противоположной стороны (на рис. 4, б показан пример с плюсовым отклонением). После правки вновь проверяют биение коренных шеек.
Рис. 4. Проверка соосности отверстий шатунов и параллельности их оси цапф: а и б — положения вала.
Может случиться, что не удалось поршневым пальцем соединить верхние головки шатуна. Это значит, что либо его ось непараллельна оси цапфы, либо непараллельны или развернуты (скрещены) оси отверстий в верхней и нижней головках шатуна. В этом случае надо разобрать вал, снять шатун и заменить его новым. Править шатун можно только в приспособлениях, которыми располагают специальные мастерские. После проверки кривошипа на «треугольник» (см. рис. 4) надо вновь проверить биение коренных шеек я при необходимости сделать правку.
| Цветовая маркировка и диаметр головки шатуна, мм | Цветовая маркировка и диаметр пальца, мм | |||
| красный 36,000—35,996 (36,020—36, 016) | белый 35,996—35,992 (36,016—36,012) | зеленый 35,992—35,988 (36,012—36,008) | черный 35,988—35,984 (36,008—36.004) | |
| номер группы и диаметр ролика, мм | ||||
Красный 50,012—50,009 | 4 6,996—6,998 | 3 6,998—7,000 | 2 7.000—7.002 | 1 7.002—7.004 |
Белый 50,009—50,006 | 4 6,996—6,998 | 3 6.998—7,000 | 2 7.000—7,002 | 1 7,002-7,004 |
Зеленый 50.006—50,003 | 5 6.994—6,996 | 4 6.996—6,998 | 3 6.998—7.000 | 2 7.000—7.003 |
Черный 50,003—50,000 | 6 6,992—6,994 | 5 6,994—6,996 | 4 6.996—6,998 | 3 6.998—7.000 |
В скобках — размеры для ирбитских двигателей.
1982N06P22-23
Пять случайных мотоциклов:





Пять случайных статей о мотоциклах:
Проблемы Явы - 638 (характерные "болячки")
Что болит у Явы 638 - наиболее часто встречающиеся проблемы у владельцев Jawa 638: Для того чтобы оценить новую модель ЯВЫ ( Jawa 638 ), надо вспомнить недостатки предыдущей: слабое шестивольтовое электрооборудование, хронический недозаряд аккумулятора, малоемкие инструментальные ящики и вечнотекущие сальники передней вилки. Все эти «узкие» места успешно «расшиты» в новой модели с индексом 638. Мотоцикл имеет рациональный и законченный внешний вид. Новое седло, которое на 50 мм шире и на 70 мм длиннее, гораздо удобнее прежнего. К сожалению, немного добрых слов можно сказать о двигателе, в котором, хотя и собраны удачные конструкторские находки, имеются серьезные недостатки. Вообще же на сегодняшний день среди мотоциклистов принято считать лучшим двигатель ЧЗ-350 ( CZ-350) модели «472-6», который сочетает в себе надежность Jawa 634 и 12V- генератор. Двигатель Явы 638 хорошо скомпонован. Его легкие алюминиевые цилиндры с развитым оребрением неплохо охл...
Читать далее >>Три совета владельцам Явы 634
На мотоциклах Ява 634-01, 634-08 трубка, по которой отводятся пары электролита из батареи, заканчивается у заднего колеса. Во время движения, особенно летом, электролит попадает на колесо, глушитель, другие детали и повреждает их покрытие. Фото 1. Установка пузырька для сбора электролита. Я избавился от этой неприятности, укоротив трубку и опустив ее в пузырек с пробкой, который установил в правом инструментальном ящике, как показано на фото 1. Чтобы пузырек не разбился, сделал для него рамку из пенопласта. Скопившийся в пузырьке электролит можно использовать, доливая его в батарею. * * * Снять поршень с шатуна, имеющего игольчатый подшипник в верхней головке, — дело простое (нужно лишь следить, чтобы иглы не попали в картер). А вот без специальных приспособлений, описанных в февральском номере «За рулем» за 1978 год. установить его трудно. Если это приходится делать в дороге, можно воспользоваться простейшей втулкой внутренним диаметром 16 мм, длиной 21 мм, ко...
Читать далее >>Ява 210 аутоматик - JAWA 210 AUTOMATIC
JAWA 210 AUTOMATIC Мопеды ЯВА, выпускаемые в г. Поважска-Бистрица (ЧССР), продолжают традицию завода, где в послевоенные годы делали микромотоциклы «Манет», а в 50-е — «ЯВА-пионер», ЯВА-50, поставлявшиеся и в нашу страну. Среди сегодняшней его продукции — мопеды ЯВА-207, известные также под маркой «Бабетта» («За рулем», 1980, № 5). Недорогие экономичные машины весьма популярны; 80% их выпуска идет на экспорт в 35 стран. Недавно заводом освоена еще одна модель мопеда — ЯВА-210. Сцепление и коробка передач у него автоматические, благодаря чему мопед особенно прост в управлении. Имеет он и ножной педальный привод. Одноместная машина развивает до 40 км/ч. Колодочные тормоза колес приводятся рычагами на руле. Техническая характеристика мопеда Ява 210 аутоматик Общие данные: снаряженная масса — 54 кг; грузоподъемность (включая 5 кг багажа) — 90 кг; скорость — 40 км/ч; запас топлива — 3,8 л; расх...
Читать далее >>Чтобы вилка не стучала
Как устранить люфт стержня передней вилки в верхнем мостике На некоторых мотоциклах ЯВА после 30 — 50 тысяч километров пробега износ приводит к люфту стержня передней вилки в верхнем мостике. Он обнаруживает себя неприятными стуками при движении по плохой дороге. Применение фольги для уменьшения зазора малоэффективно, а затяжка гайки ничего не дает. Устранить люфт удалось при помощи специальной гайки и конусного кольца (рис. 1). Они изготовлены из инструментальной стали (можно, например, использовать 40Х) с закалкой до твердости 45 — 50 HRC. Новые детали ставим вместо круглой гайки, как показано на рис. 2. При затягивании верхней гайки разрезное кольцо разжимается и плотно фиксирует стержень вилки в верхнем мостике. Стопорную шайбу в этом случае можно не ставить. Рис. 1. Гайка (слева) и кольцо. Рис. 2. Узел крепления верхнего мостика: 1 — рулевая колонка рамы; 2 — конусная гайка: 3 — мостик: 4 — разрезное кольцо; 5 — гайка;...
Читать далее >>Устранение разбалтывания педали тормоза у мотоцикла ИЖ с коляской
Надежное крепление У мотоциклов ИЖ с коляской, оборудованной тормозом, довольно скоро разбалтывается его педаль. При этом нарушается порядок действия тормоза мотоцикла и прицепа, из-за чего экипаж при торможении, особенно резком, заносит в сторону. Кроме того, изменяется регулировка включателя стоп-сигнала. Чтобы устранить этот недостаток, я выточил ось 9 (см. рис. «б») и закрепил на ней педаль тормоза, рассверлив отверстие в опорной пластине 2 рамы до 12 мм. С тех пор этот узел работает исправно. Узел крепления педали тормоза: а — заводское исполнение; б — переделанный вариант; 1 — педаль тормоза; 2 — опорная пластина рамы; 3 — болт М10; 4 — втулка; 5 — пружинная шайба; 6 — гайка М10; 7 — шайба; 8 — гайка М12; 9 — ось. Такая переделка не помешает и тем, кто ездит без коляски. г. ГорькийГ. ГРАЧЕВ 1987N09P33
Читать далее >>