Ремонт коленчатых валов тяжелых мотоциклов
Ответы на вопросы, связанные с ремонтом коленвалов
Одним из самых сложных и дорогих узлов двухцилиндровых четырехтактных двигателей, которыми снабжены отечественные тяжелые мотоциклы, является коленчатый вал. Отдельные его детали поступают в продажу в качестве запасных частей» и поэтому многие владельцы этих машин интересуются вопросами, связанными с ремонтом вала.
Ответить на них редакция попросила инженера киевского мотоциклетного завода Ф. ШИПОТУ.
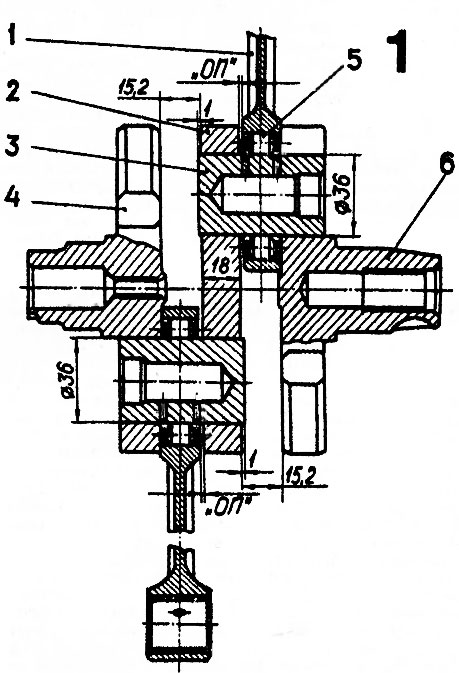
Рис. 1. Коленчатый вал двигатели К—750М: 1 — шатун; 2 — щека кривошипа; 3 — палец; 4 — передним цапфа; 5 — роликовый подшипник; 6 — задняя цапфа.
Коленчатые валы у моторов ирбитского и киевского заводов составные (рис. 1), кроме типа МТ мотоциклов «Днепр», где они изготовлены из цельной отливки. В процессе эксплуатации, как правило, первыми изнашиваются шатунные или коренные подшипники, из-за чего появляется люфт в нижней головке шатуна или нарушается посадка коленчатого вала в картере. Это вызывает стуки в нижней части двигателя. Чтобы определить зазоры в соединениях, снимают цилиндры и, взявшись рукой за шатун, пробуют перемещать его строго перпендикулярно оси вала. Бели движение детали ощущается с трудом, значит состояние подшипника удовлетворительное, а если шатун обнаруживает видимое перемещение, да еще сопровождаемое стуками, надо менять или ремонтировать вал.
Для определения люфта коренных подшипников пробуют перемещать вал шатунами, прилагая к ним значительно больше усилия, потому что сдвинуть тяжелый вал нелегко. Замена шатунных подшипников в отличие от коренных связана с разборкой вала. Перед разборкой (распрессовкой) вала на среднюю щеку н цапфы наносят при помощи линейки и чертилки риски, чтобы, совмещая их, облегчить последующую сборку.
Разбирают вал при помощи пресса или приспособления, как показано на рис. 2. Детали тщательно осматривают. Если на рабочих поверхностях роликов, кривошипного пальца и нижней головки шатуна есть углубления или заметна граненость — детали заменяют.
Рис. 2. Разборка вала: а - при помощи првсса; б — при помощи приспособления.
Усилия при распрессовке могут достигать значительных величии, поэтому во избежание травм работу надо выполнять осторожно.
Перед сборкой шатуны, кривошипные пальцы и ролики подбирают согласно приводимой здесь таблице — это обеспечивает необходимый характер соединений.
Шатуны замаркированы краской на нижней части стержня, пальцы — на стенке отверстия. Ролики, рассортированные по группам, уложены в отдельные пачки (ящики). Подшипник, собранный на заводе с сепаратором, имеет номер 822907.
У правильно скомплектованных и собранных шатунных подшипников при всех сочетаниях деталей, указанных в таблице, зазор должен быть в пределах 0,01—0,024 мм. При подборе новых шатунов и пальцев надо выполнить еще одно условие — они должны иметь одинаковую массу в правой и левом цилиндрах.
Собирать коленчатый вал рекомендуется в следующем порядке.
Нагреть среднюю щеку кривошипа до температуры 360—400° С и запрессовать в нее пальцы «глухими» концами.
Надеть на палец подобранный шатун с сепаратором и роликами и несколько раз повернуть его. При нормальном зазоре шатун должен поворачиваться легко, без заеданий. Если он поворачивается с трудом, подшипник надо перекомплектовать.
Ориентируясь по рискам, нанесенным при разборке кривошипа, поочередно напрессовать на свободные концы пальцев переднюю и заднюю цапфы, обеспечивая при этом осевое перемещение («ОП») шатуна между щеками в пределах 0,045—0,140 мм у киевских двигателей и 0,05—0,34 мм у ирбитских (см. рис. 1).
Установить коленчатый вал в специальные центры или центры токарного станка н посредством индикатора определить взаимное биение коренных шеек в соответствии с тем, как показано на рис. 3. Оно не должно превышать. 0,03 мм. Если это условие не выдержано, необходима правка коленчатого вала. Это делают легкими ударами медного молотка по соответствующим сторонам цапф. "Стрелки обоих индикаторов должны показывать отклонения в одинаковом направлении, то есть плюсовые или минусовые.
Рис. 3. Центрирование цапф: а, б, в — варианты несоосности.
Править вал в центрах при помощи молотка не допускается. Для правки вала зажимают в тисках одну щеку.
Если стрелки индикаторов показывают одинаковое, минусовое отклонение (см. рис. 3, а), превышающее допустимую величину» вал надо править, ударяя медным молотком в направлении, показанном стрелками. При плюсовом отклонении необходимо раздвигать цапфы (рис. 3, б). Если стрелки индикаторов показывают разные величины (рис. 3, в), следует определить наиболее высокую точку на коренной шейке коленчатого вала (в данном случае на левой) и, зажав среднюю щеку в тиски, несильно ударить по левой цапфе.
Далее проверяют разворот кривошипа, также в центрах. Для этого шатуны складывают треугольником и в их верхние головки вставляют поршневой палец, соответствующий цветовому индексу отверстий. Замеры проводят при двух положениях кривошипа, как показано на рис. 4. Разница показаний индикатора не должна превышать 0,6 мм.
В случае, если стрелка индикатора при одном из положений коленчатого вала показывает отклонение, превышающее допустимую величину (0,5 мм), следует ударять по противовесам обеих цапф с противоположной стороны (на рис. 4, б показан пример с плюсовым отклонением). После правки вновь проверяют биение коренных шеек.
Рис. 4. Проверка соосности отверстий шатунов и параллельности их оси цапф: а и б — положения вала.
Может случиться, что не удалось поршневым пальцем соединить верхние головки шатуна. Это значит, что либо его ось непараллельна оси цапфы, либо непараллельны или развернуты (скрещены) оси отверстий в верхней и нижней головках шатуна. В этом случае надо разобрать вал, снять шатун и заменить его новым. Править шатун можно только в приспособлениях, которыми располагают специальные мастерские. После проверки кривошипа на «треугольник» (см. рис. 4) надо вновь проверить биение коренных шеек я при необходимости сделать правку.
| Цветовая маркировка и диаметр головки шатуна, мм | Цветовая маркировка и диаметр пальца, мм | |||
| красный 36,000—35,996 (36,020—36, 016) | белый 35,996—35,992 (36,016—36,012) | зеленый 35,992—35,988 (36,012—36,008) | черный 35,988—35,984 (36,008—36.004) | |
| номер группы и диаметр ролика, мм | ||||
Красный 50,012—50,009 | 4 6,996—6,998 | 3 6,998—7,000 | 2 7.000—7.002 | 1 7.002—7.004 |
Белый 50,009—50,006 | 4 6,996—6,998 | 3 6.998—7,000 | 2 7.000—7,002 | 1 7,002-7,004 |
Зеленый 50.006—50,003 | 5 6.994—6,996 | 4 6.996—6,998 | 3 6.998—7.000 | 2 7.000—7.003 |
Черный 50,003—50,000 | 6 6,992—6,994 | 5 6,994—6,996 | 4 6.996—6,998 | 3 6.998—7.000 |
В скобках — размеры для ирбитских двигателей.
1982N06P22-23
Пять случайных мотоциклов:





Пять случайных статей о мотоциклах:
Мотороллер Вятка В-150М образца 1966 года
Образца 1966 года Д. УСПЕНСКИЙ, начальник бюро перспективного планирования завода Прежде чем начать рассказ о новой модели мотороллера «Вятка». Давайте заглянем немного в историю. Мотолюбители, вероятно, помнят, что впервые мотороллер появился на дорогах нашей страны в 1957 г. Необычная, по сравнению с мотоциклом, машина с небольшими колесами, на которых, казалось, невозможно было передвигаться по пересеченной местности, вначале вызвала недоверие. Но затем достоинства мотороллера — глубокие щитки на колесах и облицовка, надежно предохраняющие водителя и пассажира от пыли и грязи, скрытые под капотом бензобак и двигатель, удобная компоновка — получили должную оценку. Кроме того, мотороллер хорошо зарекомендовал себя при езде в различных дорожных условиях. Теперь Вятку можно встретить в любом уголке нашей страны и в некоторых зарубежных странах, например в Болгарии, Румынии, Польше. В этом году завод выпустит первую партию мотороллеров В-150М. Чем ж...
Читать далее >>Уплотнение вилки на мотоцикле Минск М-106
«Во втором номере журнала «За рулем» за этот год прочел об изменении уплотнения гайки на передней вилке мотоцикла «Минск». Можно ли переделать этот узел на мотоцикле М-106? Взаимозаменяемы ли колеса на «Минске»?» — спрашивает К. Луконенко из Запорожья.Отвечают конструкторы завода.Уплотнение верхней гайки и пера передней вилки у мотоциклов М-106 и «Минск» выполнено посредством резинового кольца. У М-106 оно расположено под нижним торцем гайки, и поэтому, если перо не полностью входит в мостик (из-за повреждения их конических поверхностей или попадания грязи), кольцо не зажимается и пропускает масло наружу. У мотоцикла «Минск» кольцо установлено в проточке гайки (рис. 1) и поэтому выполняет свое назначение независимо от степени ее затяжки. Рис. 1. Радиальное уплотнение гайки в пере вилки мотоцикла «Минск»: 1 — труба пера вилки; 2 — резиновое кольцо; 3 — мостик вилки; 4 &...
Читать далее >>Днепр-11 и Днепр-16. Новинки
Мотоцикл с маркой "Днепр" Мотоцикл «Днепр—11». Модель «Днепр—16» с приводом на колесо коляски легко отличить от показанного на снимке по раздельным седлам. Киевский мотоциклетный завод приступил к серийному выпуску новых машин «Днепр—11» и «Днепр—16». Первая заменила дорожную модель «Днепр» МТ10—36, вторая — мотоцикл повышенной проходимости «Днепр—12». При их разработке учтены последние требования стандартов по активной и пассивной безопасности, а также пожелания мотоциклистов. Вначале — о новых узлах, которые являются общими для обеих моделей. Это тормоз колеса коляски, стояночный тормоз, фонари и комбинированные переключатели. Усовершенствования относятся к конструктивным факторам, повышающим безопасность движения. Тормозной путь со скорости 60 км/ч стал на 5 метров короче. Стояночный тормоз с механическим приводом надежно действует...
Читать далее >>Устранение дефекта самопроизвольно отворачивающихся винтов, крепящих диск сцепления на мотоцикле Урал
В мотоциклах «Урал» нередко самопроизвольно отворачиваются винты, крепящие диск сцепления, что вызывает резкий стук. «Руководство по эксплуатации» рекомендует для устранения дефекта снять коробку передач — значит, предварительно демонтировать колесо, главную передачу и кардан. Коробка передач: 1 — гайка крепления коробки; 2 — труба воздушного корректора; 3 — дополнительное отверстие, которое надо просверлить; 4 — заливная горловина; 5 — винт, крепящий диск сцепления; 6 — диск сцепления. Надобность в этой трудоемкой работе отпадает, если просверлить отверстие диаметром 22—24 мм в крышке коробки, как показано на рисунке. Ослабив крепление коробки (отвернув три гайки и один болт), отодвигаем ее от двигателя на 3—4 мм, чтобы не мешал отвернувшийся на сцеплении винт, который подводим к сверлению, нажимая на пусковую педаль. Через отверстие заворачиваем и надежно керним винт, а затем закрываем отверстие п...
Читать далее >>Слово водителям Яв. Читательская конференция для владельцев чехословацких мотоциклов в 1966 году
Слово водителям Яв Самая маленькая площадь в Москве— площадь Куйбышева — в один из июньских вечеров стала самой большой стоянкой мотоциклов «Ява» и «Чезет», прописанных в столице. Не случай, конечно, привел сюда в один день и час столько чехословацких машин. Информация в «Вечерней Москве» и объявления извещали о том, что в клубе Министерства финансов редакции журналов «За рулем» и «Мотор-ревю» (ЧССР) проводят читательскую конференцию для владельцев чехословацких мотоциклов. Несколько сот «явистов» заполнило большой зал. Многие прямо с работы. В кожанках, со шлемами в руках. А за этими людьми — огромная аудитория в полмиллиона человек. Мы не оговорились. Именно столько мотоциклов, мопедов, мотороллеров, сделанных в ЧССР, продано за последние годы у нас в стране. Импорт изделий чехословацкой мотопромышленности — один из многих компонентов взаимного товарооборота между двумя братскими ст...
Читать далее >>






